服务热线:
136 2683 7577

服务热线:
136 2683 7577
手机号:13626837577 / 13805835144
座机:0574-88914112
传真:0574-88928242
邮箱:464116085@qq.com
地址:宁波市奉化区岳林街道圆峰路52号

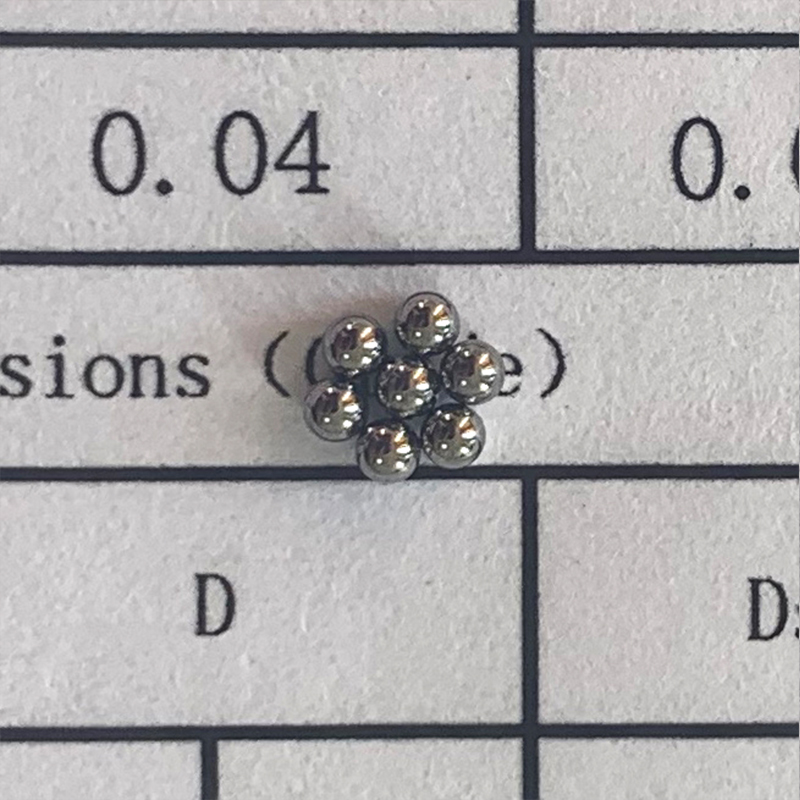
3、表面缺点对轴承性能的危害因为机械加工制造,锈蚀浸蚀或原料所造成的露在制造不锈钢球表面上的单点、群点、划条、擦破、碰坑和刻伤等通称为表面缺点。制造轴承钢珠生产厂家因为钢球表面缺点,会使轴承转动时常常造成震动和噪音,缺点越大,震动值越大。轴承长期工作中使钢球表面缺点边沿的金属材料应先疲惫,北京轴承钢珠生产厂家出現合金成分显微镜裂痕,裂痕逐渐扩张而掉下来,直到导致轴承阶段初期报费。4、批直徑变化量和球规值对轴承性能的危害批直徑变化量危害轴承负载在每个钢球上遍布的匀称性。直徑很大的钢球承担负载大,相反则小。而很大的钢球必定初期毁坏,减少了轴承使用寿命。

钢球厂与大家共享不锈钢球的相关知识。研研和超精密研均为不锈钢球的最终加工工艺,G 40级以上不锈钢球加工一般采用超精密磨削工艺。不锈钢球的最终尺寸偏差,几何精度,表面粗糙度,表面质量和烧伤等各种技术要求,均符合研超精密研工艺技术规程的规定。 精研后的工作表面粗糙度和表面质量检查,北京轴承钢珠生产厂家一般在散光下看。如果有争议,可以用90倍的放大镜进行检查,并与对应的标准照片进行比较。 超精研后的工作表面质量和表面粗糙度的验证,制造轴承钢珠生产厂家有必要抽出一定的工作数量,在90倍的放大镜下和标准照片进行检查? 对表面粗糙度目测有疑问时,可以用表面粗糙度计进行检测。
一,钢球热处理后用球磨机用砂轮磨削的方法被称为硬磨, 其作用是消除软磨(或光磨)缺陷, 热处理中产生的表面氧化,脱碳,变形及屈氏体组织缺陷,北京轴承钢珠生产厂家进一步提高精度和表面质量。二,钢球硬磨过程中或结束后,应进行外观检查的表面缺陷,制造轴承钢珠生产厂家后冷酸洗检查烧伤,烧伤一般分为二次回火烧伤和二次淬火烧伤,二次淬火烧伤。 3.铁盘和砂轮槽不对。分配器和铸铁盘的接合部不一致。铸铁盘入口的喇叭口太宽,使钢球接触砂轮槽的边缘。流球槽的斜率调整不当,钢球的流动速度过快或过慢; 砂轮把颗粒掉下来阻挡住,使入站变差的集球刀板的吸球角因太平盛世或磨损而凹陷,集球不顺利。工作压力不合理。

一、高温钢球和常温钢球的主要区别制造工艺不同,二、密封方面区别:一般常温钢球是软密封阀座;高温是硬密封(金属或机械碳还有陶瓷等),制造轴承钢珠生产厂家而且阀内件材质比软密封的要好,三、材料处理方面:一般常温球车床加工完以后就可以直接进入装配;北京制造轴承钢珠高温球还要经过处理(因为不同材质处理的工艺也不一样,比如渗氮、喷涂等等,这里就不详细说了)四、组装:一般常温钢球拿到零件后可以至接组装;高温钢球需要研磨球芯和阀座,这道序也很关键,泄漏量的大小就靠研磨了.


浙公网安备 33028302000361号