服务热线:
136 2683 7577

服务热线:
136 2683 7577
手机号:13626837577 / 13805835144
座机:0574-88914112
传真:0574-88928242
邮箱:464116085@qq.com
地址:宁波市奉化区岳林街道圆峰路52号

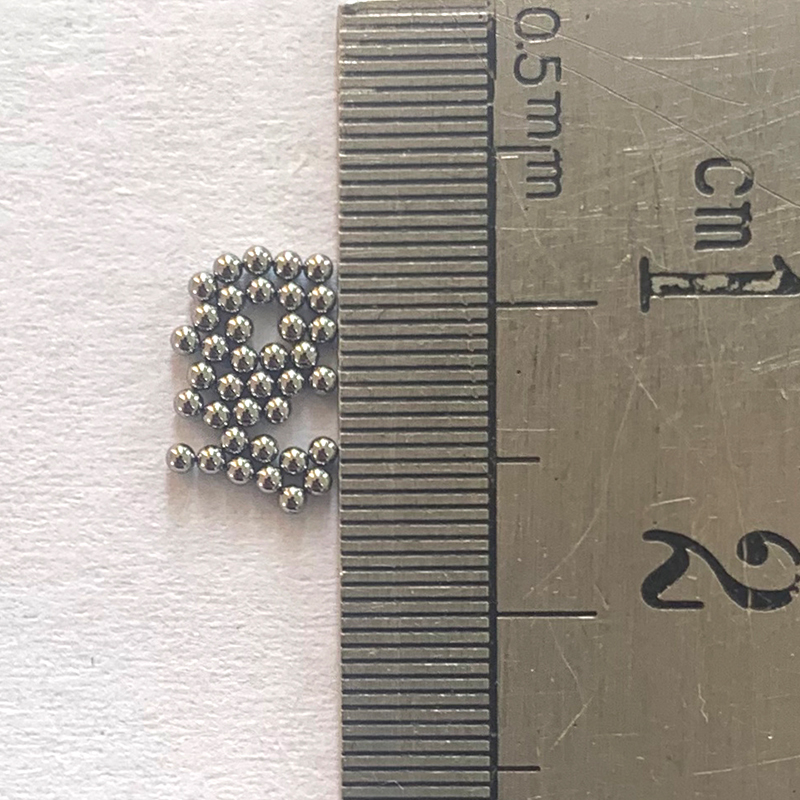
轴承钢球寿命的可靠性直接影响轴承的寿命,国内的轴承钢球可靠性差这是公认的事实。国内不是做不好轴承钢球,苏州微型小钢球批发而是不能保证每粒轴承钢球都是一样的品质,产品质量的致性较差,国内轴承钢球寿命的可靠性差就差在偶尔出现个别轴承钢球提前失效的问题,应用在主要关键部位存在致命的缺陷,所以-般国内的轴承钢球很难应用到高端制造行业。目前应用到主要高端关键部位的轴承钢球,制造微型小钢球批发如航空航天、高铁、高端汽车轮载等关键部位用轴承钢球主要是以国外进口或外资品牌轴承钢球为主。提高轴承钢球寿命的可靠性是国内轴承钢球代替进口钢球的必然选泽。

1.加工量太少,加工时间太短。 2.磨床的沟槽太浅,沟槽和工件的接触面太小。 3.磨床硬度过高或硬度不均匀,有沙眼和气孔等。制造微型小钢球批发 4.磨料的添加量太多,磨料的颗粒太粗糙。 苏州微型小钢球批发5.磨床的沟槽里有污渍,铁屑和其他杂物。 球磨机不锈钢球的好坏对球磨机研磨产量和研磨过程中产生的损失有严重的影响。

(1)球直径的确定。根据球磨机规格的大小,研磨材料的粒度和容易研磨程度一般以多段配球中的第二段球径为基准。某球磨机在多段配球中的最大球径为100mm时。进行2段配球时应该选择直径为90mm的(2)小球直径的确定,取决于大球间间隙的大小,即大球直径的大小。通常,小球直径取大球直径的20%―30%的值比较合适。微型小钢球批发(3)大的,小的球的配合比率。原则上应该保证小的球的混入量不会影响大的球的填充率。一般来说,小的球占大的球重量的3%―5%苏州制造微型小钢球在多段配球中,对钢球的冲击次数,控制材料流速的必要条件,主要是基于平均球径。两个水平的配球之间存在着各种不同的球,钢球的冲击力,冲击次数由大球的直径决定,但控制材料流速的能力主要是由小球的直径,填充量。

3、表面缺点对轴承性能的危害因为机械加工制造,锈蚀浸蚀或原料所造成的露在制造不锈钢球表面上的单点、群点、划条、擦破、碰坑和刻伤等通称为表面缺点。制造微型小钢球批发因为钢球表面缺点,会使轴承转动时常常造成震动和噪音,缺点越大,震动值越大。轴承长期工作中使钢球表面缺点边沿的金属材料应先疲惫,苏州微型小钢球批发出現合金成分显微镜裂痕,裂痕逐渐扩张而掉下来,直到导致轴承阶段初期报费。4、批直徑变化量和球规值对轴承性能的危害批直徑变化量危害轴承负载在每个钢球上遍布的匀称性。直徑很大的钢球承担负载大,相反则小。而很大的钢球必定初期毁坏,减少了轴承使用寿命。
钢球厂与大家共享不锈钢球的相关知识。研研和超精密研均为不锈钢球的最终加工工艺,G 40级以上不锈钢球加工一般采用超精密磨削工艺。不锈钢球的最终尺寸偏差,几何精度,表面粗糙度,表面质量和烧伤等各种技术要求,均符合研超精密研工艺技术规程的规定。 精研后的工作表面粗糙度和表面质量检查,苏州微型小钢球批发一般在散光下看。如果有争议,可以用90倍的放大镜进行检查,并与对应的标准照片进行比较。 超精研后的工作表面质量和表面粗糙度的验证,制造微型小钢球批发有必要抽出一定的工作数量,在90倍的放大镜下和标准照片进行检查? 对表面粗糙度目测有疑问时,可以用表面粗糙度计进行检测。

一、不锈钢轴承钢球的简单生产工艺流程球坯成形→去环带→粗磨→软磨→ 热处理→ 球坯成形→光球(或锉削→软磨)→硬磨→细研→精研(或抛光)→超精研。 二、钢球详细生产工艺流程1.伸线(拔丝):将线材用拉丝机拉伸至所需要的线径;2.冷镦(锻压):将拉好的线材置入钢球冷镦机,由机内的钢模镦打成球胚;3.光球:光球机内的两块铸铁磨球圆板将冷 镦球胚子加压锉磨,制造微型小钢球去除球胚上的外环带和两极点;4.软球:软球机内的两块铸铁磨球圆板将光球球胚子锉磨使球胚子磨成所需球径及表面粗糙度;5.热处理:将球装入热处理炉内加以渗碳后淬火再回火使球具有一定的渗碳层及硬度,微型小钢球批发韧性和压碎负荷;6.硬磨:研磨机内的砂轮圆板将热处理球胚加压磨削,以去除球表面的黑色氧化层及修正球的精度


浙公网安备 33028302000361号